廊坊污水处理_廊坊污水处理服务商
2024-06-15 09:08:55
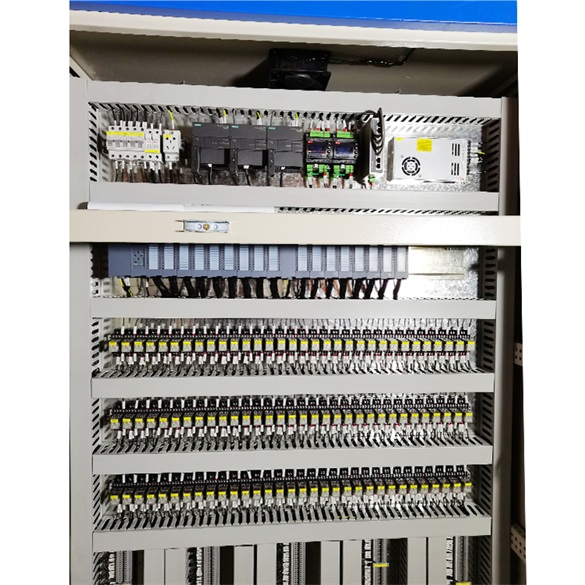
污水处理电气控制柜
污水处理电气控制柜是用在污水处理厂或工业生产过程中对污水处理系统中的运行设备进行自动化控制的成套电气控制柜。控制采用PLC可编程控制器组成自动化控制系统实现对污水处理设备的实时监管。污水处理中的工艺是厌氧好氧AO工艺。AO工艺针对不同的污水有不同的氧化方法,配套的污水处理设备也不同,其结构较为复杂生活污水处理控制柜。需要不同的控制系统来对应不同的AO工艺结构郑州污水处理控制柜,而PLC的可编程功能正好可以满足污水处理系统中AO工艺的不同结构的控制需求。郑州继飞机电设备有限公司带你了解污水处理控制柜。





17种污水处理过程操作、维护规程!太全了
污水处理系统中,沉沙池除砂设备
二、维护规程
3、砂水分离器
(1)电机:每年检修一次,用锂基极压油脂(NLGI2)进行润滑
(2)齿轮箱:每半年检修一次,每年更换一次润滑油,选用Mobil Glygoyle HE320或同类型的润滑油,油量1.5升
(3)法兰轴承:每月加注一次黄油
(4)螺旋下部轴承:每月加注一次防水油脂:Kluber staburaggs NUB12或同类型的油脂
(5)每周检查一次砂水分离器的除砂效率
(6)每月检查一次衬垫的磨损程度
(7)每半年进行一次砂水分离器的排空和各紧固螺栓的固定





目前农村生活污水处理的途径主要有以下几种:
三、 PLC远程控制网关集约化管理方案
新兴引进的农村污水处理系统,但普遍存在一个很严重的问题,即独立工作模式。即便是可以移动式或者生物反应池可更换河南污水处理控制柜厂家,但面对广袤分散的农村环境,对于设备工作是否正常、环境是否发生改变、污水处理效果是否符合预期、在后期使用过程中是否可靠运行等等,是否遭受不可控因素破坏等,统统不可控,只能通过大力的人力资源投入来确保设备运行正常。
随着移动通信技术的长足进步,物联网通讯的快速发展,为各行各业带来了根本性的变革。快速组网、数据集约化管理、北斗定位技术、大数据处理等技术已经在各行各业得以广泛应用河北污水处理控制柜定制,使得任何局部的、单一的设备能够借助物联网通讯技术,实现广域的、系统的应用,大大节约设备的后期维护成本,而且可以有效的收集到现场手数据,为未来的策略制定,提供准确的判断依据。




智能水处理系统
● 开发背景
功能水处理器臭氧处理机游泳池水处理设备
产品应用
1 污水处理
(3)控制过程
3 居民饮用水全自动供水系统
居民饮用水地下水净化处理场设备由高低压进线柜、仪表变频柜、水泵、净水器、清水池、加药装置、二氧化氯装置、液位变送仪等组成。这些设备根据需要实现自动控制。PLC通过检测净水器内压力,执行PID控制变频使设备内压力恒定。当原水泵开始运行,全净水器、自动加药装置、二氧化氯发生器同时运行。当清水池液位达到一定值时,净水泵自动启动。以恒压供水的方式将处理好的,符合标准的饮用水输送到每家每户。当出现过压、欠压或三相电流不平衡时,或其他异常时,系统停止工作。





污水处理厂运行异常事故应急处理方法
三、污泥膨胀
当出现污泥膨胀时,值班人员应马上向生产主管汇报,通知化验室立刻水样,对水样BOD、COD、MLSS、DO、PH、SV进行测定和进行生物镜检,再根据现场情况初步分析污泥决定采取下列何种措施。污泥膨胀突出的表现是污泥沉降性能指标SVI大于150%。污水中如碳水化合物较多,溶解氧不足,缺乏氮、磷等养料,水温高或pH值较低情况下,均易引起污泥膨胀。此外,超负荷、污泥龄过长或有机物浓度梯度小等,也会引起污泥膨胀。排泥不畅则引起结合水性污泥膨胀。
针对引起膨胀的原因工艺调整如下:
1. 缺氧、水温高等加大曝气量,或降低水温,减轻负荷,或适当降低MLSS值,使需氧量减少等;
2. 污泥负荷率过高,可适当提高MLSS值,以调整负荷,必要时还要停止进水“闷曝”一段时间;
3. 缺氮、磷等养料,可投加硝化污泥或氮、磷等成分;
4. pH值过低,可投加石灰等调节pH(6-8);
5. 污泥大量流失,可投加5-10mg/L氯化铁,促进凝聚,刺激菌胶团生长,也可投加漂或(按干污泥的0.3%-0.6%投加),抑制丝状繁殖,特别能控制结合水污泥膨胀。此外,投加石棉粉末、硅藻土、粘土等物质也有一定效果。



污水处理24种常见异常问题及解决方案
问题13
化工厂的污水装置,日均进水量是500-600进水COD10000左右,出水COD200左右工艺为预处理+厌氧生化+好氧生化(完全混合法),mlss7.9g;SV3085%出现的异常状况为,前段时间由于公司煤制气装置的含高氨氮废水(700左右)进入好氧生化,导致出水氨氮一直居高不下,出水氨氮大约在200左右,出水COD200左右由于环保指标比较严格,煤制气废水于半个月前已经停止接收现在出现的问题是,半个月前已经停止接收高氨氮废水,现在进水氨氮在20左右,而出水氨氮200左右,请问这是什么原因该如何处理?
回答:
(1)系统运行还是相当好的,从数据看,COD去除率达到了98%,在受到高氨氮冲击后,COD也没有减低去除率。
(2)现在停掉高氨氮的接受,应该会慢慢降低出水氨氮的,目前还比较高应该是滞留在系统内的氨氮,毕竟您现在进水氨氮也就20。
问题14
我厂是AAO工艺,设计能力2.5万,实际进水在2万左右,进水COD在300-500,偶尔会到600以上左右,但很少。进水氨氮在35-40左右,MLSS现在在8000,SV30在50,DO在3左右,现在出水COD在50-60之间,氨氮稳定在1,SS在8-10.以前我们这出水COD一直比较稳定达标,现在突然升高,不知道什么原因?
回答:
通过SV30来判断下:
(1)上清液浑浊,特别是间隙水浑浊,需要考虑负荷突然增加所致(看进水是否COD也升高了来判断)同样也有可能是有难处理成分流入,配合显微镜看看原生动物是否有变少趋势来判断。
(2)上清液有较多颗粒,但是颗粒间水比较清澈,可能是污泥老化,出水颗粒多,颗粒释放的COD,可以通过出水滤纸过滤后测测COD是否比未过滤的要低。根据以上调查,确定原因后,再讨论对策。
















